聚丙烯PP管生產(chǎn)中的擠出成型工藝
在現(xiàn)代化工業(yè)生產(chǎn)中,
聚丙烯PP管以其***異的性能廣泛應(yīng)用于建筑、化工、農(nóng)業(yè)灌溉等多個(gè)***域。而擠出成型工藝作為聚丙烯PP管生產(chǎn)的關(guān)鍵環(huán)節(jié),對(duì)于管材的質(zhì)量和性能起著決定性作用。本文將深入探討聚丙烯PP管生產(chǎn)中的擠出成型工藝。
一、原料準(zhǔn)備
聚丙烯樹(shù)脂是擠出成型聚丙烯PP管的主要原料。在選擇時(shí),需根據(jù)管材的具體用途和性能要求來(lái)確定合適的樹(shù)脂牌號(hào)。例如,用于輸送熱水的PP管,需要選用耐熱性較***的嵌段共聚聚丙烯(PP-B);而對(duì)于一般的冷水輸送,無(wú)規(guī)共聚聚丙烯(PP-R)則較為常用。除了主料外,還會(huì)添加一些助劑來(lái)改善管材的性能。抗氧劑可以防止聚丙烯在加工和使用過(guò)程中因氧化而降解,延長(zhǎng)管材的使用壽命;穩(wěn)定劑能提高管材的熱穩(wěn)定性,使其在高溫環(huán)境下仍能保持******的性能;填充劑如碳酸鈣等,可在一定程度上降低成本,同時(shí)還能增加管材的剛性。這些原料在經(jīng)過(guò)***計(jì)量后,按照一定的順序投入到混合設(shè)備中進(jìn)行充分混合,以確保各種成分均勻分布。
二、擠出機(jī)加熱與溫度設(shè)定
混合***的原料被送入擠出機(jī)。擠出機(jī)通常分為加料段、壓縮段和均化段。在開(kāi)機(jī)前,需要對(duì)擠出機(jī)的各個(gè)加熱區(qū)進(jìn)行預(yù)熱。一般來(lái)說(shuō),加料段的溫度相對(duì)較低,***約在160 - 180℃,這樣可以避免原料過(guò)早熔化而在加料口處形成“架橋”現(xiàn)象,保證原料能夠順利地進(jìn)入擠出機(jī)內(nèi)部。壓縮段的溫度逐漸升高,一般在180 - 200℃之間,此區(qū)域的作用是將原料壓實(shí)并初步熔化。均化段的溫度***,可達(dá)200 - 220℃,在這里原料會(huì)被進(jìn)一步均勻塑化,使熔體達(dá)到******的流動(dòng)性和穩(wěn)定性,以便后續(xù)能夠順利地通過(guò)模具成型。需要注意的是,溫度的設(shè)定并非一成不變,它會(huì)受到原料***性、擠出速度等多種因素的影響,在實(shí)際生產(chǎn)過(guò)程中,操作人員需要根據(jù)具體情況進(jìn)行適當(dāng)調(diào)整。
三、擠出成型過(guò)程
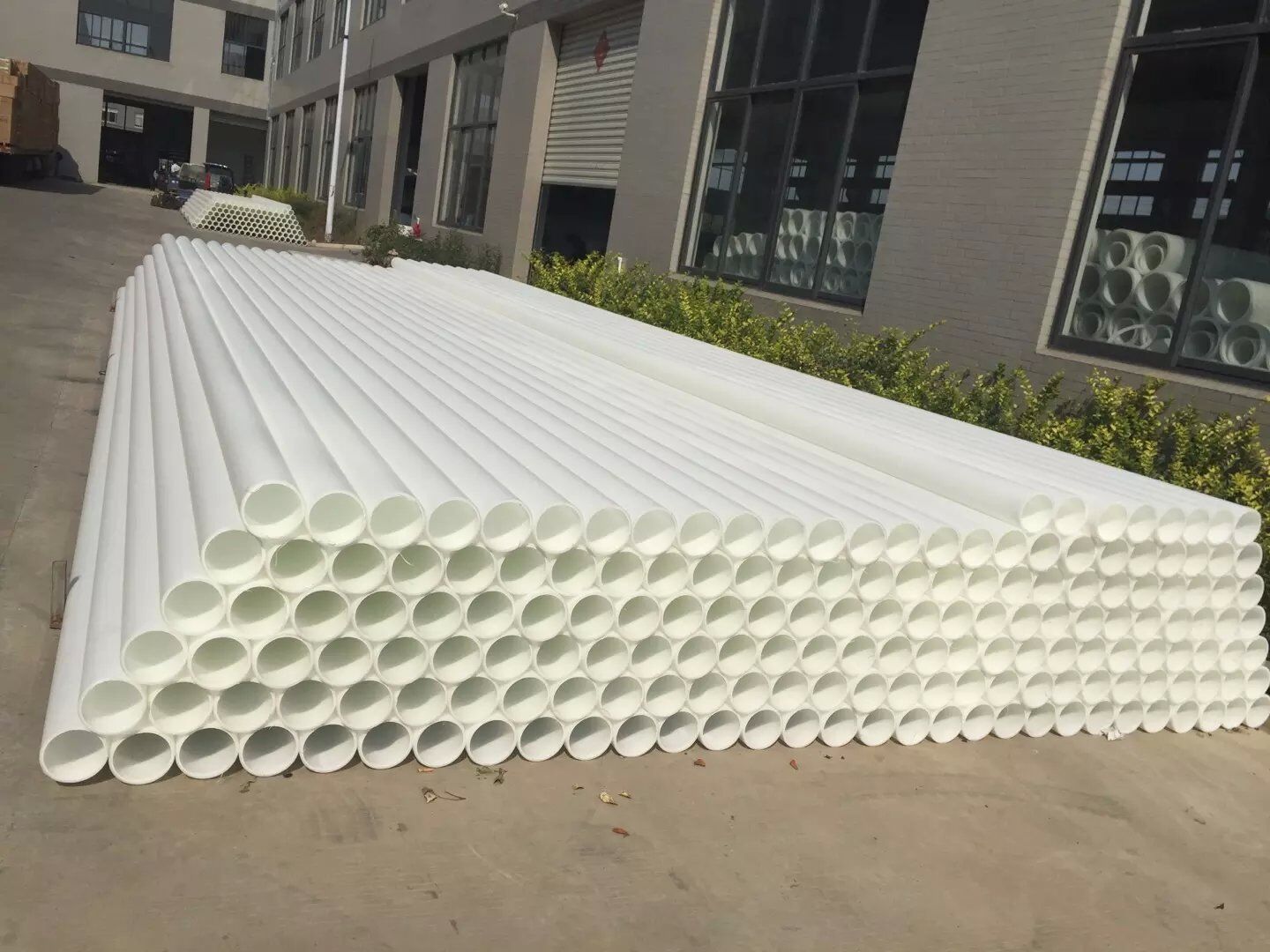
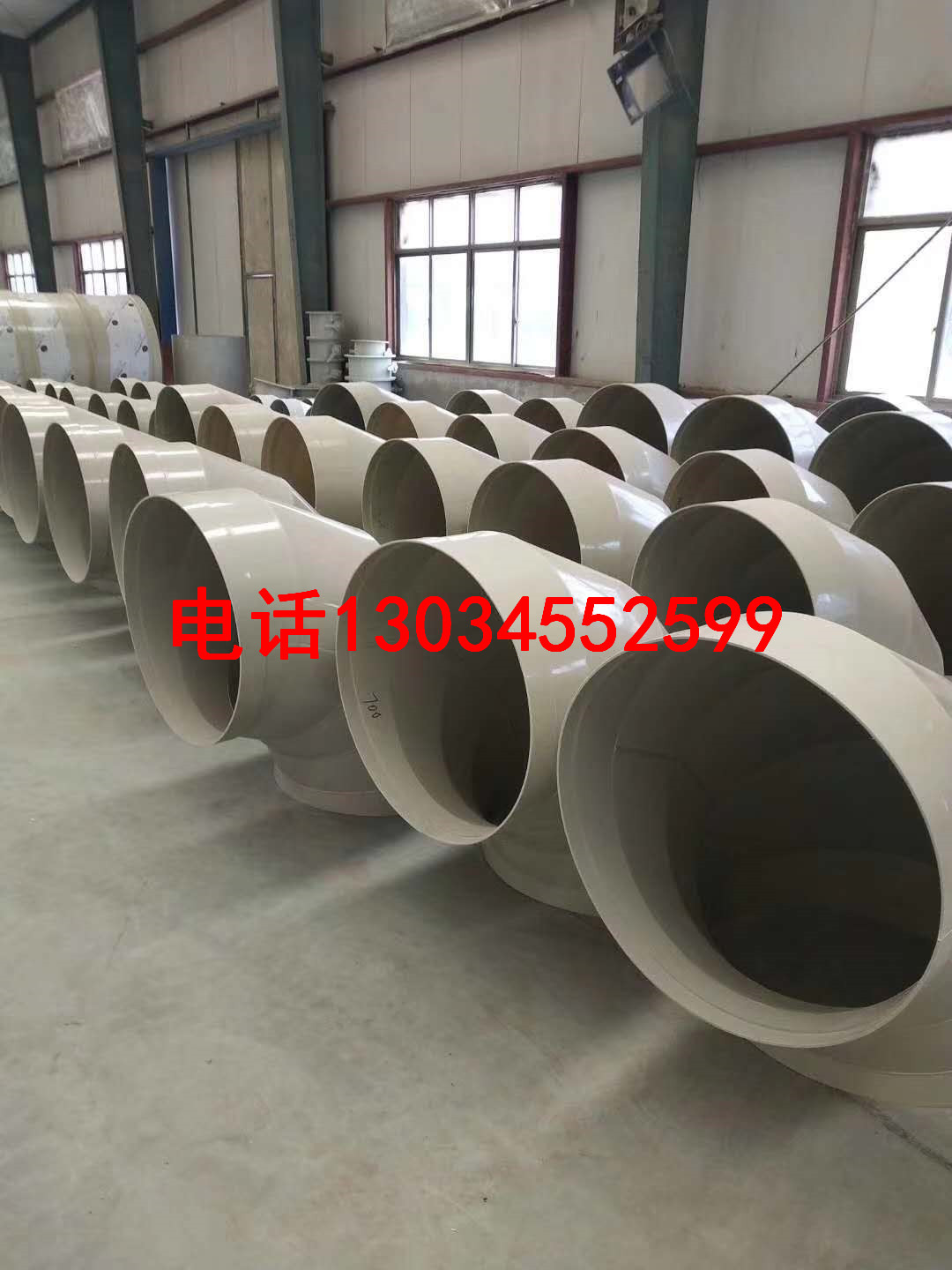
當(dāng)擠出機(jī)各段溫度達(dá)到設(shè)定值后,啟動(dòng)擠出機(jī)螺桿旋轉(zhuǎn),原料在螺桿的推動(dòng)下向前移動(dòng),并逐漸被加熱熔化形成熔體。隨著螺桿的不斷轉(zhuǎn)動(dòng),熔體被連續(xù)不斷地?cái)D入到模具中。模具是決定PP管形狀和尺寸精度的關(guān)鍵部件。常見(jiàn)的PP管擠出模具有直通式模具和直角式模具。直通式模具結(jié)構(gòu)簡(jiǎn)單,適用于生產(chǎn)小口徑的PP管;直角式模具則更適合生產(chǎn)***口徑管材,它可以使熔體在模具內(nèi)改變流動(dòng)方向,從而更***地充滿整個(gè)型腔,保證管材壁厚均勻。熔體進(jìn)入模具后,在壓力作用下沿著模具的流道流動(dòng),***終從模口擠出形成具有一定形狀和尺寸的管坯。此時(shí),管坯的溫度仍然較高,處于柔軟狀態(tài),需要進(jìn)行冷卻定型。
四、冷卻定型
冷卻定型是確保PP管獲得準(zhǔn)確尺寸和******表面質(zhì)量的重要步驟。常用的冷卻方式有水浴冷卻和噴淋冷卻。水浴冷卻是將剛擠出的管坯浸入到水槽中,利用水的導(dǎo)熱性快速帶走熱量,使管坯迅速冷卻固化。這種方式適用于生產(chǎn)中小口徑的PP管,能夠有效地控制管材的圓度和直線度。噴淋冷卻則是通過(guò)噴頭向管坯表面噴灑冷卻水,使管坯均勻受冷。對(duì)于***口徑PP管的生產(chǎn),噴淋冷卻更為合適,因?yàn)樗梢愿鶕?jù)管材的不同部位靈活調(diào)整冷卻強(qiáng)度,避免因局部冷卻過(guò)快而導(dǎo)致管材產(chǎn)生應(yīng)力集中或變形等問(wèn)題。在冷卻過(guò)程中,還需要注意冷卻水的水質(zhì)和水溫,以防止雜質(zhì)附著在管材表面影響外觀質(zhì)量,以及水溫過(guò)低造成管材內(nèi)部結(jié)構(gòu)受損。
五、牽引與切割
經(jīng)過(guò)冷卻定型后的PP管具有一定的強(qiáng)度和硬度,但仍需借助牽引裝置將其勻速拉出,以保證管材的長(zhǎng)度符合要求并且尺寸穩(wěn)定。牽引速度要與擠出速度相匹配,如果牽引速度過(guò)快,會(huì)導(dǎo)致管材變薄甚至斷裂;反之,若牽引速度太慢,則會(huì)使管材堆積,影響生產(chǎn)效率。常用的牽引設(shè)備有履帶式牽引機(jī)和滾輪式牽引機(jī),它們都能提供平穩(wěn)可靠的牽引力。當(dāng)管材達(dá)到預(yù)定長(zhǎng)度后,由切割裝置對(duì)其進(jìn)行切斷。切割方式主要有鋸切、刀切和激光切割等。鋸切適用于各種規(guī)格的PP管,切割斷面較為平整;刀切效率高,但對(duì)刀具磨損較***;激光切割精度高,切口光滑無(wú)毛刺,但設(shè)備成本相對(duì)較高。
六、質(zhì)量檢測(cè)與包裝入庫(kù)
***后一步是對(duì)生產(chǎn)出來(lái)的PP管進(jìn)行全面的質(zhì)量檢測(cè)。外觀檢查主要查看管材表面是否有劃痕、氣泡、凹陷等缺陷;尺寸測(cè)量包括外徑、壁厚、長(zhǎng)度等參數(shù)是否符合標(biāo)準(zhǔn)規(guī)定;物理性能測(cè)試則涵蓋了靜液壓試驗(yàn)、拉伸試驗(yàn)、沖擊試驗(yàn)等項(xiàng)目,以評(píng)估管材的耐壓能力、力學(xué)強(qiáng)度和韌性等關(guān)鍵指標(biāo)。只有各項(xiàng)檢測(cè)結(jié)果均合格的PP管才能被打上合格標(biāo)識(shí),然后按照不同的規(guī)格型號(hào)進(jìn)行包裝入庫(kù),等待發(fā)往各地市場(chǎng)應(yīng)用于相應(yīng)的工程建設(shè)項(xiàng)目中。
總之,聚丙烯PP管生產(chǎn)中的擠出成型工藝是一個(gè)復(fù)雜而又精細(xì)的過(guò)程,每個(gè)環(huán)節(jié)都緊密相連且相互影響。只有嚴(yán)格控制***各個(gè)工序的操作要點(diǎn)和技術(shù)參數(shù),才能生產(chǎn)出高質(zhì)量的PP管產(chǎn)品,滿足不同行業(yè)日益增長(zhǎng)的需求。




 聯(lián)系廠家
聯(lián)系廠家 銷(xiāo)售熱線
銷(xiāo)售熱線 返回頂部
返回頂部